孔加工刀具的分类
孔加工刀具主要包括以下几类:
钻头:钻头是孔加工中最常用的工具,主要用于在实体材料上加工出孔。常见的钻头包括麻花钻、金刚钻、U钻和枪钻等。
铰刀:铰刀用于对工件上已有的孔进行再加工,以提高孔的精度和表面质量。铰孔操作方便,生产效率高,适用于精密孔的加工。
锪钻:锪钻用于加工圆柱沉头孔、锥孔和端面外形孔等。
复合刀具:复合刀具由两把或两把以上的孔加工刀具组成,适用于高效加工。例如,刮滚刀头用于加工液压缸体,结合了粗镗、精镗和滚压刀具
镗刀:镗刀用于加工孔径大于60mm的内孔,适用于大型工件的加工。镗刀有单刃、双刃和浮动镗等多种形式,适用于不同的加工需求。

孔加工刀具的用途和特点
麻花钻:适用于各种材料的钻孔,但切削力较大,易磨损。
金刚钻:适用于硬质材料的钻孔,具有较高的耐磨性和切削效率。
U钻:适用于大直径孔的加工,切削平稳,适合批量生产。
枪钻:适用于深孔加工,具有较高的加工精度和表面质量。
铰刀:适用于精密孔的加工,能显著提高孔的精度和表面质量。
锪钻:适用于特定形状的孔加工,如圆柱沉头孔和锥孔。
复合刀具:如刮滚刀头,结合多种刀具功能,提高加工效率和精度。
镗刀:适用于大直径孔的粗、精加工,具有较高的生产效率和加工精度。
这些刀具的选择和使用应根据具体的加工需求和材料特性来决定,以确保最佳的加工效果和工具寿命。

钻头所用的材质
钻头所用的材质主要包括以下几种:
1.高速钢(HSS):高速钢钻头自1910年开始使用,至今已有超过一个世纪的历史,是目前应用范围最广、价格最便宜的切削工具材质。高速钢钻头既可以在手电钻上使用,也可以用在钻床等稳定性更好的环境中。此外,高速钢材质的刀具可以重复修磨,降低了使用成本。
2.含钴高速钢(HSSE):含钴高速钢比高速钢的硬度和红硬性更好,耐磨性也更高,但牺牲了一部分的韧性。与高速钢一样,含钴高速钢钻头也可以通过修磨来提高使用次数。
3.硬质合金(CARBIDE):硬质合金是金属基的复合材料,以碳化钨为基体,通过热等静压烧结而成。硬质合金在硬度、红硬性和耐磨性方面相比高速钢有显著提升,但成本也更高。硬质合金刀具在刀具寿命和加工速度上更具优势,但需要专业的修磨工具。
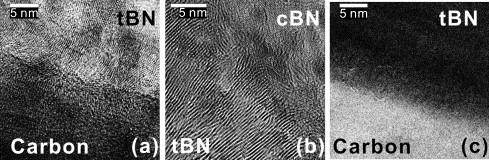
4.PCD钻头:聚晶立方氮化硼钻头,由氮化硼微晶粉末和金属粉末混合烧结而成,具有高硬度、高韧性和耐磨损的特性,适合加工铝合金、复合材料和塑料等材料。
5.CBN钻头:立方氮化硼钻头,由立方氮化硼和金属粉末混合烧结而成,硬度极高,适合加工高硬度材料如钢材和合金。
这些材质的选择取决于具体的加工需求和材料类型。例如,加工高硬度材料时通常使用硬质合金或CBN钻头,而加工中低硬度材料时则可以使用高速钢或含钴高速钢钻头

钻头可以用于加工什么材料?
钻头是最常用的加工刀具之一,既用于专业加工车间,也用于日常生活使用(如家庭DIY手工)。因此,钻头不同的设计用于不同的应用。理论上,客户可以对任何他们喜欢的材料进行钻孔。例如,钻头不仅可以切削金属,还可以切削木材和玻璃。我们的介绍的钻头几乎都用于加工金属,但我们也提供对塑料和复合材料进行加工的钻头。
钻头的材质和适用范围
钻头的材质和涂层对其适用范围有重要影响。常见的钻头材质包括:
高速钢(HSS):适用于软金属、铁和普通钢,价格便宜且易于修磨。
含钴高速钢(HSSE):硬度更高,耐磨性更好,适用于高硬度材料。
硬质合金(CARBIDE):硬度更高,耐磨性更强,适用于高强度材料,但成本较高,一般的硬质合金钻头在加工大多数材料时候都体现良好的性能,包括加工碳钢、合金钢、不锈钢、特殊材料、铸铁和铝。
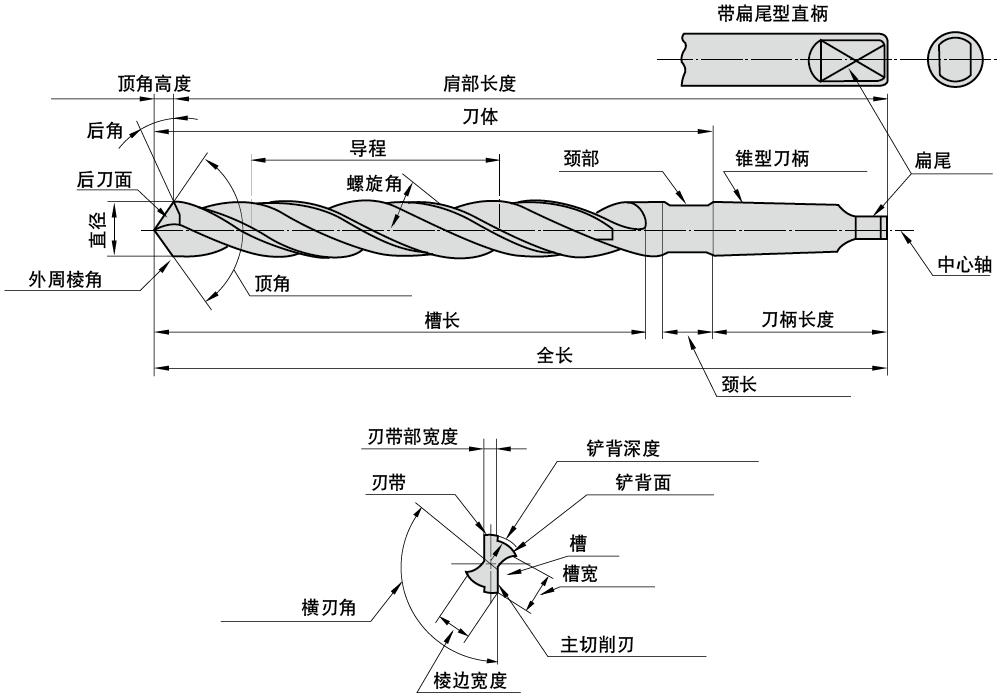
钻头的构造和类型
钻头的构造和类型也多种多样,常见的类型包括:
整体式钻头:由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
直柄钻头:适用于手持电钻和台钻。
锥柄钻头:适用于大功率工业钻床。
中心钻头:用于钻孔前打中心点。
麻花钻头:工业制造上使用最广泛的一种钻头。
超硬钻头:前端或全部以超硬合金刀具材料制成。
深孔钻头:用于深孔加工。
锥度钻头:用于加工锥度孔。
圆柱孔钻头:前端有直径较小的部分。
圆锥孔钻头:用于加工圆锥孔。
三角钻头:适用于特定电钻使用。
这些不同类型的钻头和材质的选择取决于具体的加工需求和材料特性。

钻头能再次进行修磨吗?
可以。有专门的钻头磨床,用于对高速钢或硬质合金钻头进行修磨(每种钻头使用不同的砂轮)。可磨出锋利、耐用的钻尖。这类机床操作快速简单,钻尖角范围90°-135°(一般118°为宜)。