刀柄有不同的锥度,因为它们被设计成与不同类型的机床和切削加工应用兼容。不同的机床可能有不同的主轴锥度,这决定了可以使用的刀柄的类型。此外,不同类型的切削工具,如立铣刀、钻头和丝锥,可能需要不同类型的刀柄来正确地将它们固定在机床主轴上。
一些常见类型的刀柄锥度包括BT, SK (DIN69871), ISO (DIN2080), HSK和PSC (Polygon Shank)。刀柄锥度的选择取决于具体的应用和所使用的机床,选择合适的锥度是保证兼容性和可靠性能的重要因素。

一般来说,这些刀柄装在什么机床上?
BT(也称为BT MAS)刀架通常用于日本、韩国、台湾和美国的机床中心。
SK(也称为DIN69871)锥度用于德国和欧洲的加工中心,这些锥度也可用于采用CAT40/CAT50刀具的美国加工中心。
ISO(也称为DIN2080)刀柄通常用于带手动或自动拉杆的传统(手动)铣床上。
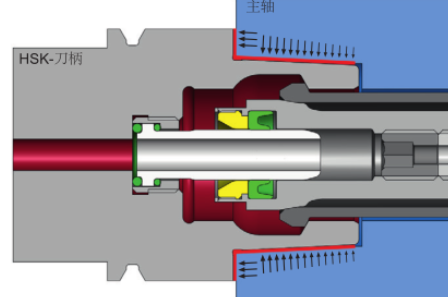
HSK(也称为DIN69873)刀柄主要用于高速数控加工中心,特别是主轴转速为10,000 RPM或更高的加工中心。HSK锥齿轮是由德国开发的,由于其在高速加工应用中的优异性能而在欧洲和世界其他地区受到欢迎。HSK圆锥有一个空心柄的设计,更直接和有效得将动力传输到刀具,导致更好的精度,稳定性和切削性能。
PSC(Capto兼容)刀柄是数控机床的理想选择。它们的设计是为了刀具与多边形柄牢牢得夹紧,提升了加工过程刀具夹持力和稳定性。
它们是如何夹装在机床上的,为什么?
BT, SK和ISO刀柄有一个陡峭的锥度。这些通常通过使用主轴内的拉杆夹紧位于锥度背面的拉螺夹紧到机床中。这类锥度往往是一种更传统的方法,当在极高的转速下运行时可能会失去精度。也有有1:10的锥度比。
HSK锥度(德语缩写为空心锥度柄)被归类为双接触,这意味着它在主轴锥度和主轴面上的法兰上保持接触,从而在轴向和径向上建立牢固的连接。这产生了轴向运动的阻力,并防止刀柄被拉左右,使其理想的更高的速度。
HSK持有人的锥度比为7:24,还有HSK- A、HSK- C、HSK- E、HSK- F等不同类型。影响HSK锥度的主要因素取决于速度或扭矩的要求。
每种类型上可用的输出类型是什么?
BT、SK和HSK锥形刀柄是英国制造业最常用的刀柄。因此,这些选项通常有一个全面的范围。这意味着所有的通用性能选项都包括,如侧固式刀柄、筒夹和面铣刀刀柄,但也包括更高性能的刀柄,如液压和热缩刀柄。
ISO (DIN2080)刀柄现在有点过时,因此你通常只能找到更传统的选择,如侧固式刀柄和筒夹。这在很大程度上取决于DIN2080机床的主轴速度限制,这将使使用更高速度的夹具变得不可行的。
最后PSC (Capto兼容)刀柄可用于数控铣床和车床。传统铣削刀柄包括ER筒夹,侧固式刀柄和面铣刀柄,而车削刀柄包括镗杆,车削刀具和螺纹车削刀柄。